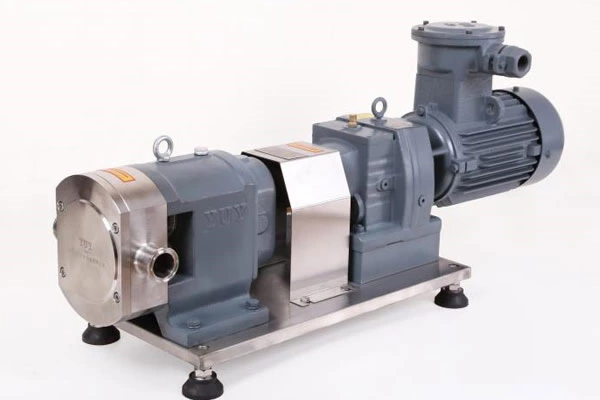
The Use And Advantages Of Sanitary Rotary Lobe Pumps
Sanitary Rotary Lobe Pump is a pump product that is connected to a motor and works underwater at the same time. Compared with general horizontal pumps or vertical sewage pumps, sanitary rotary cam pumps have the following advantages:
1. Compact structure and small footprint. Since the sanitary rotary cam pump works underwater, it can be directly installed in the sewage pool. There is no need to build a special pump room to install the pump and the machine, which can save a lot of land and infrastructure costs.
2. Easy installation and maintenance. Small sanitary rotary cam pumps can be installed freely, and large sanitary rotary cam pumps are generally equipped with automatic coupling devices for automatic installation, which is very convenient for installation and maintenance.
3. Long continuous operation time. Since the sanitary rotary cam pump is coaxial with the pump and the motor, the shaft is short, and the rotating parts are light, the load (radial) on the bearing is relatively small, and the life is much longer than that of ordinary pumps.
4. There is no cavitation damage and water diversion. In particular, the latter point brings great convenience to the operator.
5. Low vibration and noise, low motor temperature rise, and no pollution to the environment.
Because of the above advantages, sanitary rotary cam pumps have been increasingly valued by people, and the scope of use is becoming wider and wider. From the original simple use of conveying clean water to the current use of conveying various domestic sewage, industrial wastewater, construction site drainage, liquid feed, etc.
It plays a very important role in municipal engineering, industry, hospitals, construction, restaurants, water conservancy construction and other industries.
However, everything is divided into two parts. The most critical issue for sanitary rotary cam pumps is the reliability issue, because the use of sanitary rotary cam pumps is underwater; the medium conveyed is a mixed liquid containing some solid materials; the pump and the motor are very close; the pump is arranged vertically, and the weight of the rotating parts is in the same direction as the water pressure on the impeller. These problems make the requirements of sanitary rotary cam pumps in terms of sealing, motor load capacity, bearing arrangement and selection higher than those of general sewage pumps.
In order to increase the life of sanitary rotary cam pumps, most manufacturers at home and abroad are now thinking about the pump protection system, that is, when the pump leaks, overloads, overheats and other faults occur, it can automatically alarm and automatically shut down for repair. However, we believe that it is necessary to set up a protection system in the sanitary rotary cam pump, which can effectively protect the safe operation of the electric pump.
But this is not the key to the problem. The protection system is just a remedy after the pump fails, which is a relatively passive method. The key to the problem should be to start from the root and thoroughly solve the problems of the pump in terms of sealing and overload. This is a more active method. For this reason, we apply the auxiliary impeller fluid dynamic sealing technology and the pump's no-overload design technology to the sanitary rotary cam pump, which greatly improves the pump's sealing reliability and load-bearing capacity and extends the service life of the pump.
1. Application of auxiliary impeller fluid dynamic sealing technology
The so-called auxiliary impeller fluid dynamic seal refers to an open impeller installed in the opposite direction of the coaxial impeller near the back of the impeller rear cover of the pump. When the pump is working, the auxiliary impeller rotates with the main shaft of the pump, and the liquid in the auxiliary impeller also rotates together. The rotating liquid will generate an outward centrifugal force. On the one hand, this centrifugal force resists the liquid flowing to the mechanical seal and reduces the pressure at the mechanical seal. On the other hand, it prevents solid particles in the medium from entering the friction pair of the mechanical seal, reduces the wear of the mechanical seal grinding block, and prolongs its service life.
In addition to the sealing function, the auxiliary impeller can also reduce the axial force. In the submersible sewage pump, the axial force is mainly composed of the pressure difference force of the liquid on the impeller and the gravity of the entire rotating part. The directions of these two forces are the same, and the resultant force is the sum of the two forces. It can be seen that under the same performance parameters, the axial force of the submersible sewage pump is greater than that of the general horizontal pump, and the balancing difficulty is more difficult than that of the vertical pump. Therefore, in the submersible sewage pump, the reason why the bearing is easily damaged is also closely related to the large axial force.
If the auxiliary impeller is installed, the direction of the pressure difference force of the liquid on the auxiliary impeller is opposite to the resultant force of the above two forces, which can offset part of the axial force and prolong the bearing life. However, there is also a disadvantage of using the auxiliary impeller sealing system, that is, a part of the energy is consumed on the auxiliary impeller, generally about 3%, but as long as the design is reasonable, this part of the loss can be reduced to a minimum.
2. Application of pump non-overload design technology
In general centrifugal pumps, power always increases with the increase of flow rate, that is, the power curve is a curve that rises with the increase of flow rate, which brings a problem to the use of the pump: when the pump is running at the design operating point, generally speaking, the pump power is less than the rated power of the motor, and the use of this pump is safe; but when the pump head decreases, the flow rate will increase (as can be seen from the performance curve of the pump), and the power will also increase accordingly.
When the flow rate exceeds the design operating point flow rate and reaches a certain value, the input power of the pump may exceed the rated power of the motor and cause the motor to overload and burn. When the motor is overloaded, either the protection system will act to stop the pump; or the protection system will fail to cause the motor to burn.
The pump head is often used at a lower head than the design operating point in practice. One situation is that when selecting the pump, the pump head is too high, and the pump is used at a lower head in actual use; another situation is that the operating point of the pump is not easy to determine during use, in other words, the flow of the pump needs to be adjusted frequently; another situation is that the pump needs to be used in a different location frequently. These three situations may cause the pump to be overloaded and affect the pump's usability. It can be said that for pumps without full head characteristics (including sanitary rotary cam pumps), their scope of use will be greatly limited.
The so-called full head characteristic (also called no overload characteristic) means that the power curve rises very slowly with the increase of flow rate. It is more ideal that when the flow rate increases to a certain value, the power will not rise any more but will decrease. In other words, the power curve is a curve with a hump. If so, we only need to select the motor rated power slightly higher than the power value of the hump point. Then, in the whole range from 0 flow rate to maximum flow rate, no matter which operating point you operate at, the pump power will not exceed the motor power and cause the pump to overload. For pumps with this performance, it will be very convenient and reliable in both selection and use. In addition, the motor power does not need to be too large, which can save considerable equipment costs.