The Maturity Of Sanitary Rotary Lobe Pump Products Is Reflected In Performance
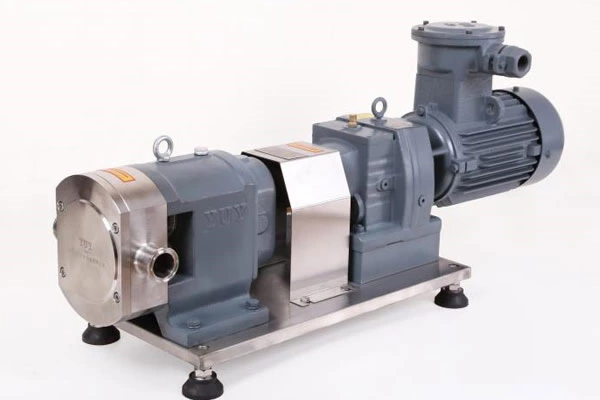
Sanitary Rotary Lobe Pump and pipelines should have their own supporting parts, and the weight of the pipelines should not be applied to the pump. If a check valve is installed in the discharge pipeline, it should be installed outside the intermediate valve. For convenient maintenance and safe use, a regulating valve is installed on the inlet and outlet pipelines of the pump and a pressure gauge is installed near the pump outlet to ensure that the pump operates within the rated head and flow range, ensure the normal operation of the pump, and increase the service life of the water pump. When installing the pump, the anchor bolts must be tightened to avoid the influence of vibration on the pump performance during startup.
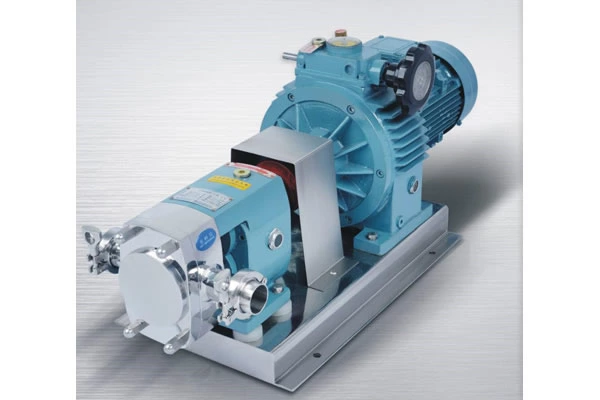
The sanitary rotary cam pump is a new generation of pump products successfully developed by our company on the basis of introducing advanced foreign technology and combining the use characteristics of domestic water pumps. It has the characteristics of significant energy saving effect, anti-entanglement, no clogging, automatic installation and automatic control, and has unique effects in discharging solid particles and long-fiber garbage. The hydraulic performance of the sanitary rotary cam pump is advanced and mature. The product has been tested for performance, and all indicators meet the relevant design requirements. Sanitary rotary cam pumps are used to deliver all types of sewage, purify and treat industrial wastewater, especially untreated sewage containing long fibers and large solid particles, active and digested sludge water and corrosive media, such as municipal engineering sewage systems, residential sewage discharge, public facilities sewage discharge, factory and mine sewage and other drainage systems.
Sanitary rotary cam pumps are based on the appearance characteristics of pipeline booster pumps. The pump body and impeller structure are exactly the same as the design principle and performance parameters of submersible sewage pumps. This pipeline sewage pump product is a high-efficiency and energy-saving sewage pump product successfully developed using advanced domestic and foreign technologies. It is widely used in high-rise buildings, long-distance pipeline booster water delivery or other media. It also belongs to pipeline booster pumps. It can also transport sewage containing particle fibers. Sanitary rotary cam pumps are also suitable for use as drain pumps, filter flushing condensation circulation pumps, etc.
The inlet and outlet connection flanges of sanitary rotary cam pumps are designed according to standards, and the pipeline flanges should be equipped with the same regulations. After installation, the pump shaft should be moved, and there should be no friction or stuck phenomenon on the impeller. Otherwise, the pump should be disassembled for inspection and maintenance. Before installation, check the tightness of the water pump and motor and whether there is any damage.